





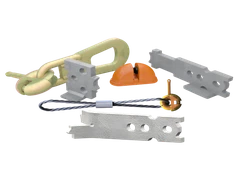


















Slutningsmagnet för aluminiumbetongväggar Beskrivning:
GME magnetiska fasta produkter är designade enligt kontinuitetsprincipen för magnetiskt flöde och superpositionsprincipen för magnetfält. Genom interaktionen mellan magneter och magnetiskt ledande material ändras det magnetiska fältlinjearrangemanget för en enskild magnet, så att magnetfältet på den magnetiska komponentens arbetande magnetiska yta ändras. Styrkan förstärks. När produkten är i fungerande skick är magnetens botten i nära kontakt med stålformsplattformen. Magneten och plattformen bildar ett komplett magnetiskt kretsförslutningssystem. Den mättade magnetkretsen kommer att generera stark sugkraft för att uppnå en fixerande effekt.
När produkten är böjd upp med verktyg är produkten i ett stängt tillstånd och ett gap skapas mellan magneten och plattformen. Den magnetiska kretsen är inte mättad och hållkraften reduceras kraftigt. Produkten kan enkelt flyttas bort från plattformen.

Specifikation av formmagnet för betongformar i aluminium
|
|
|||||||||||
| Artikel | L | W | H | LI | L2 | L3 | HEJ | H2 | H3 | M | Dra kraft |
| mm | mm | mm | mm | mm | mm | mm | mm | mm | Större än eller lika med kg | ||
| GME-450 | 170 | 60 | 40 | 67.5 | 67. 5 | -- | 73 | 66.5 | -- | M12 | Större än eller lika med 450 |
| GME-600 | 170 | 60 | 40 | 67.5 | 67. 5 | -- | 73 | 66.5 | -- | M12 | Större än eller lika med 600 |
| GME-600S-steg | 200 | 60 | 40 | 72.5 | 97. 5 | 42 | 73 | 66.5 | 10 | M12 | Större än eller lika med 600 |
| GME-800S | 190 | 95 | 43 | 67 | 93 | 50 | 80 | 73.5 | 10 | M12 | Större än eller lika med 800 |
| GME-900 | 280 | 60 | 40 | 122 | 122 | -- | 73 | 66.5 | -- | M12 | Större än eller lika med 900 |
| GME-900S | 195 | 95 | 43 | 67 | 98 | 50 | 80 | 73. 5 | 10 | M12 | Större än eller lika med 900 |
| GME-1000S-steg | 200 | 95 | 43 | 67 | 100 | 50 | 80 | 73. 5 | 10 | M12 | Större än eller lika med 1000 |
| GME-1350 | 320 | 90 | 60 | 135 | 135 | -- | 98 | 90 | -- | M16 | Större än eller lika med 1350 |
| GME-1350S-steg | 320 | 90 | 60 | 113 | 161 | 47 | 98 | 90 | 10 | M16 | Större än eller lika med 1350 |
| GME-1300 | 210 | 95 | 45 | 80 | 90 | 40 | 73 | 65 | 10 | M16 | Större än eller lika med 1300 |
| GME-1600 | 270 | 120 | 60 | 110 | 110 | -- | 98 | 90 | -- | M16 | Större än eller lika med 1600 |
| GME-1800 | 320 | 120 | 60 | 135 | 135 | -- | 98 | 90 | -- | M16 | Större än eller lika med 1800 |
| GME-2100 | 320 | 120 | 60 | 135 | 135 | -- | 98 | 90 | -- | M16 | Större än eller lika med 2100 |
| GME-2400 | 320 | 120 | 60 | 135 | 135 | -- | 98 | 90 | -- | M16 | Större än eller lika med 2400 |
| GME-2600 | 320 | 120 | 60 | 135 | 135 | -- | 98 | 90 | -- | M16 | Större än eller lika med 2600 |

Paket med formmagnet för betongformar i aluminium
Varje produkt är snyggt placerad i en skumlåda och förpackad i en yttre kartong för att förhindra produktskador. Vi kan även paketera enligt kundens önskemål.

Fabrik för formningsmagneter och industrialisering av konstruktionen

Fast formningsmagnet och industrialisering av byggandet
Industrialiseringen av byggnader kännetecknas av komponentstandardisering, fabrikering och serietillverkning av prefabricerade monteringslinjer. Nyckellänken är förbättringen av produktionseffektiviteten. Den viktigaste komponentproduktionslinjens effektivitet återspeglas i produktionscykeln (det vill säga den tid som krävs för varje process för att slutföra nästa koordinerade arbete). Längden på produktionstakttiden beror på den längsta tiden i produktionsprocessen, och produktionsprocessen bevisas på plats. Den mest tidskrävande delen av processen ligger i formdemonteringsprocessen. Det är en oundviklig trend att använda en fast magnetisk låda för att fixera sidoformen på produktionslinjen och det fasta formbordet (se jämförelsen av nästa arbetstid).
|
Komponentfabrik |
Die bordsstorlek |
En komponent laddningstid |
10 timmars modul per dag |
Formarbetare |
|
Traditionell komponentfabrik Gjutning med traditionellametoder |
6m*4m |
1,5h/st |
6.6Uppsättningar |
5 person |
|
Industriell komponentfabrik Montering med fast magnetlåda |
9m*3.5m |
12,5min/st |
48Uppsättningar |
3 person |
Vanligt problem
Hur stor en magnetlåda (prefabricerad magnetisk armatur) är lämplig
Först och främst tror jag att det är nödvändigt att använda en mall som inte använder en mall för att välja en lämplig sugstorlek efter tillverkningen av olika komponenter. Om suget inte är tillräckligt, är mallen inte fixerad ordentligt, vilket påverkar kvaliteten på komponenterna, det är inte värt förlusten.
Ovanstående två är processproduktionsjämförelserna för de mer kraftfulla komponentfabrikerna i Kina. Användningen av fasta magnetiska lådor och industriella produktionslinjehastigheter är 7,27 gånger högre än traditionell laddningsmetod! Bekvämligheten med demontering och montering, manuell, formbord och formåteranvändningshastighet förbättras, och de omfattande fördelarna med fast magnetisk låda är uppenbara.
Det kan ses att den prefabricerade komponentproduktionslinjen, eller produktionen av satsen fast formbordsdel, är det bästa valet för att använda den fasta magnetiska lådan för att demontera sidoformen.
Användning av ärenden som kräver uppmärksamhet:
1. Åtdragningsmuttern ska inte sänkas. Annars kommer magnetboxkroppen att öppnas för nära fogytan, vilket resulterar i otillräcklig adsorption och kantförskjutning.
2. Stålformens yta som magnetlådan placeras på ska vara plan. Den ska rengöras och rengöras före användning. Det bör inte finnas några betongrester eller andra partiklar, för att inte påverka vidhäftningen av magnetkärnan och formbasen, vilket kommer att påverka fixeringshållfastheten.
3. Den magnetiska kärnans kontaktyta bör rengöras före och efter att magnetboxen används. Det ska inte sitta fast betong och järnspån, vilket påverkar adsorptionskraften.
4, rengör ofta betongen som har fastnat på fogen och applicera olja, tillsätt regelbundet olja till styrpositionen för att säkerställa smidig öppning och stängning av kärnan.
5. Det är förbjudet att slå i passformen med ett hårt föremål såsom en hammare, eller tappa det på stålytan på ett högt ställe. Annars kan den starka adsorptionskraften hos själva magnetkärnan skada användningen av lådan, eller till och med orsaka att kärnan blir felinriktad och skada magnetlådan.
Fast formningsmagnet och industrialisering av byggandet
Industrialiseringen av byggnader kännetecknas av komponentstandardisering, fabrikering och serietillverkning av prefabricerade monteringslinjer. Nyckellänken är förbättringen av produktionseffektiviteten. Den viktigaste komponentproduktionslinjens effektivitet återspeglas i produktionscykeln (det vill säga den tid som krävs för varje process för att slutföra nästa koordinerade arbete). Längden på produktionstakttiden beror på den längsta tiden i produktionsprocessen, och produktionsprocessen bevisas på plats. Den mest tidskrävande delen av processen ligger i formdemonteringsprocessen. Det är en oundviklig trend att använda en fast magnetisk låda för att fixera sidoformen på produktionslinjen och det fasta formbordet (se jämförelsen av nästa arbetstid).
|
Komponentfabrik |
Die bordsstorlek |
En komponent laddningstid |
10 timmars modul per dag |
Formarbetare |
|
Traditionell komponentfabrik Formning med traditionella metoder |
6m*4m |
1,5h/st |
6.6 set |
5 person |
|
Industriell komponentfabrik Montering med fast magnetlåda |
9m*3.5m |
12,5min/st |
48 set |
3 person |
Populära Taggar: Slutningsmagnet för aluminiumbetongväggar, tillverkare, leverantörer, fabrik, grossist





